
Серия JF58800901 безотмывочных паяльных паст на основе канифольного флюса средней активности. Специально разработана для пайки не требующей отмывки. JF58800901 имеет широкий диапазон параметров, так что может применяться с различным оборудованием и различными процессами нанесения. JF58800901 обеспечивает отличное нанесение паяльной пасты, надёжное паянное соединение, эффективное поверхностное сопротивление изоляции, и подходит для проверки автоматическим оптическим контролем (AOI). JF58800901 обладает превосходной смачиваемостью и сохраняет хорошую адгезию при непрерывном процессе нанесении в течение восьми часов, кроме того, после пайки на печатной плате не остаётся следов флюса, требующих отмывки.
Особенности:
— хорошее качество при нанесении пасты на основе олова, высокая точность печати с шагом 0,3 мм
— во время непрерывного нанесения вязкость практически не меняется, и на одном трафарете можно работать долгое время, вязкость не изменяется в течение 8 часов
— после нанесения паяльной пасты, патч компонент в течение нескольких часов сохранит свою первоначальную форму, и не деформируется
— малое количество остатков флюса после пайки, не вызывает коррозии печатной платы, паянное соединение светлое из-за большого содержания олова
— AOI тест имеет лучшую производительность за счет отсутствия ошибок
— хорошо подходит для пайки BGA
Состав пасты:
| Наименование характеристик | Тип порошкового сплава по IPC | Размер шарика припоя | Содержание шариков припоя |
| Стандартное нанесение | 3 | 25~45 мкм | 89 % |
| Прецизионное нанесение | 4 | 20~38 мкм | 88,5 % |
| Капельный | 3 | 25~45 мкм | 85 % |
Физические свойства:
Sn62-Pb36.1-Ag1.9, -325/+500 паяльная паста на основе шариков припоя)
— Диапазон вязкости 180±20 Па·с (Вискозиметр Малкома: 10 об./мин. при 25°C)
— Тест шарика припоя: пройден (Стандарт тестирования J-STD-005, IPC-TM-650, метод 2.4.43)
— Испытание на смачиваемость: пройден (Стандарт тестирования J-STD-005, IPC-TM-650, метод 2.4.45)
| Тип | Температура плавления, °С | Плотность, г/см3 | Предел прочности, MПa |
| Sn62Pb36.1Ag1.9 | 179 | 8.42 | 44 |
| Вид | Химический состав (от массы %) | ||||||||
| Sn | Pb | Ag | Cu | Bi | Zn | Fe | Al | Cd | |
| Sn62Pb36.1Ag1.9 | 62±0,5 | 36.1±0,5 | 1,9±0,5 | <0,08 | <0,1 | <0,03 | <0,02 | <0,005 | <0,002 |
Характеристики надежности:
(Sn62-Pb36.1-Ag1.9,-325/+500 паяльная паста на основе шариков припоя)
— Тест медного зеркала: пройден (низкий) (Стандарт тестирования IPC J-STD-004, IPC-TM-650, метод 2.3.32)
— Тестирование на коррозию медной поверхности: пройден (низкий) (Стандарт тестирования IPC J-STD-004, IPC-TM-650, метод 2.6.15)
— Тест на содержание галогенов:
1. Тест с применением хромата серебра: пройден (Стандарт тестирования IPC J-STD-004, IPC-TM-650, метод 2.3.33)
2. Тест на фторидную точку: пройден (Стандарт тестирования IPC J-STD-004, IPC-TM-650, метод 2.3.35.1)
— Поверхностное сопротивление изоляции: пройден (Стандарт тестирования IPC J-STD-004, IPC-TM-650, метод 2.6.3.3 0 (часов) — > 1×1012 Ом; 96 (часов) > 1×1011 Ом IPC TM-650)
Параметры нанесения:
| Ракель для нанесения: | Полиуретановый или из
нержавеющей стали твердостью 80~90 по Шору |
| Скорость движения ракеля: | 25~150 мм/с |
| Материал трафарета: | Нержавеющая сталь, молибден, никель или латунь |
| Температура и влажность: | Температура 21 – 27ºC (70 – 77°F) влажность 35 – 65% R.H. |
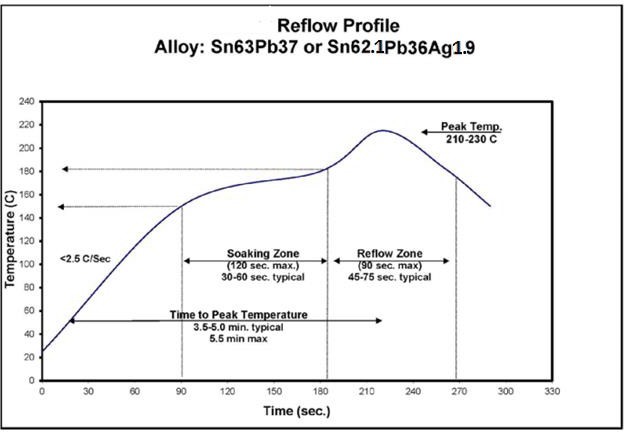
Параметры пайки:
|
Скорость нагрева |
Время необходимое для достижения 120 ºC | Постоянная температура 130 — 180ºC |
Пиковая температура |
Время
выдержки при температуре >179°C |
Уровень охлаждения |
| 2,5 ºC/с | <60 — 90с | 30—120с | <220±10ºC | <45—90 с | <4ºC/с |
Рекомендуемый термопрофиль пайки оплавлением
Отмывка после пайки:
— JF58800901 серия безотмывочных паяльных паст, не требует отмывки после процесса пайки
— Для отмывки остатков паяльной пасты серий JF58800906, можно использовать различные моющие вещества
Паяльная паста поставляется в банка по 500 грамм и может иметь следующий размер частиц 45-25 мкм (тип 3), 38-20 мкм (тип 4), 25-15 мкм (тип 5).